A Complete Guide to Steel Pipe Manufacturing: Seamless, ERW, SSAW, and LSAW Explained
By WendyShen – Independent Sourcing Agent for Steel Plate Processing Lines in China

Because applications vary so widely, the manufacturing methods for steel pipes also differ significantly.This article provides a clear, engineer-friendly explanation of the major pipe-making technologies, how they work, and how manufacturers choose between them.
As an independent sourcing agent in China, my role is to help global buyers evaluate these different processes and select the most suitable and cost-effective production line for their project.
1. Why Do Steel Pipes Require Different Manufacturing Methods?
The choice of manufacturing process depends mainly on:
- Outside diameter (OD)
- Wall thickness (WT)
- Steel grade (Q-series, API 5L X-series, etc.)
- Working pressure and temperature
- Dimensional tolerance requirements
- Production capacity and investment budget
From an engineering standpoint, steel pipes fall into two major categories:
- Seamless Pipes – no weld seam, highest strength
- Welded Pipes – ERW, SSAW, and LSAW (UOE/JCOE)
Each category fits different industrial needs and cost structures.
2. Seamless Pipes (Hot Rolling / Hot Piercing Processes)

Seamless pipes are produced through a hot piercing and elongation process, mainly used for applications requiring
high pressure, high temperature, and strong resistance to corrosion.
2.1 Main Technologies
• Mannesmann Piercing (斜轧穿孔)
A heated round billet (approximately 1200°C) is pierced to create a hollow shell, which is then elongated and sized to the required dimensions.
• Mandrel Mill
The mandrel mill improves inner and outer diameter accuracy and wall thickness uniformity through multiple rolling stands with a mandrel bar.
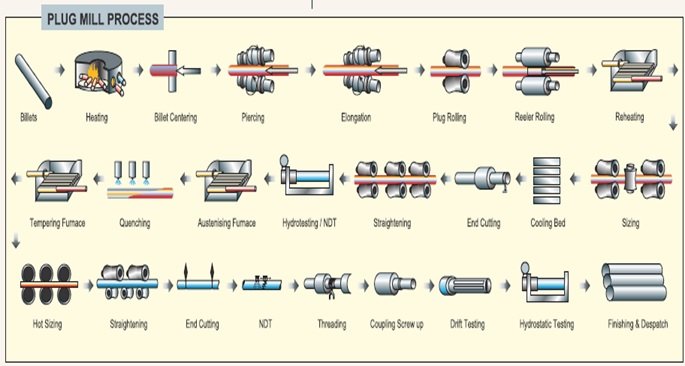
• Plug Mill
Plug mills are suitable for thicker-wall pipes and provide good control over heavy-wall seamless products.
• Stretch Reducing Mill (SRM)
The SRM is used for final sizing of OD and WT, improving dimensional precision and surface quality.
2.2 Advantages
- No weld seam → continuous strength
- Suitable for API OCTG, boiler tubes, heat-exchanger tubes
- Excellent pressure and temperature resistance
2.3 Limitations
- Highest investment and production cost
- Usually OD ≤ 20–28 inches
For buyers, seamless pipe mills are typically chosen by large integrated steel groups due to the high investment level.
3. Welded Pipes: ERW, SSAW, and LSAW
3.1 ERW Pipe (Electric Resistance Welding)
ERW pipes are produced by continuously forming a strip and welding the seam using high-frequency resistance heat.
Typical Range
- OD: 1/2″ – 26″
- WT: usually ≤ 16 mm
Advantages
- High dimensional accuracy
- Smooth surface appearance
- High production speed
- Cost-effective for medium and low-pressure applications
Common Applications
Water pipes, scaffolding, furniture tubes, automotive tubes, and general construction structures.
3.2 Spiral Welded Pipe (SSAW

SSAW pipes are formed by winding the strip at a certain angle into a spiral shape, then welding the seam with submerged arc welding.
Typical Range
- OD: 400–3000 mm
- WT: up to 25 mm
Advantages
- Very large diameters possible
- High productivity
- Lower equipment cost compared with LSAW
- Suitable for low-pressure, large-volume pipelines
Applications
Municipal water supply, pile foundations, and low-pressure oil & gas transport.
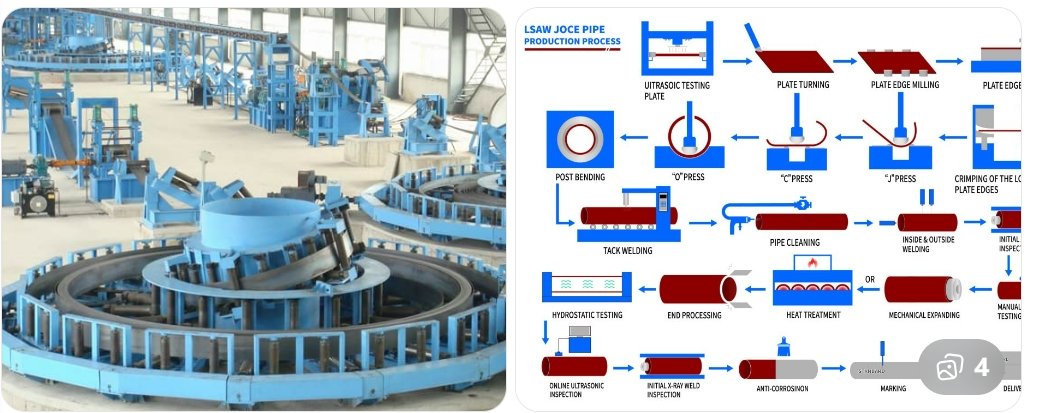
3.3 LSAW Pipe (Longitudinal Submerged Arc Welding)
LSAW pipes, especially those produced by UOE and JCOE processes, are used in
high-strength, long-distance oil & gas transmission (API 5L X60–X80 and above).
3.3.1 UOE Process
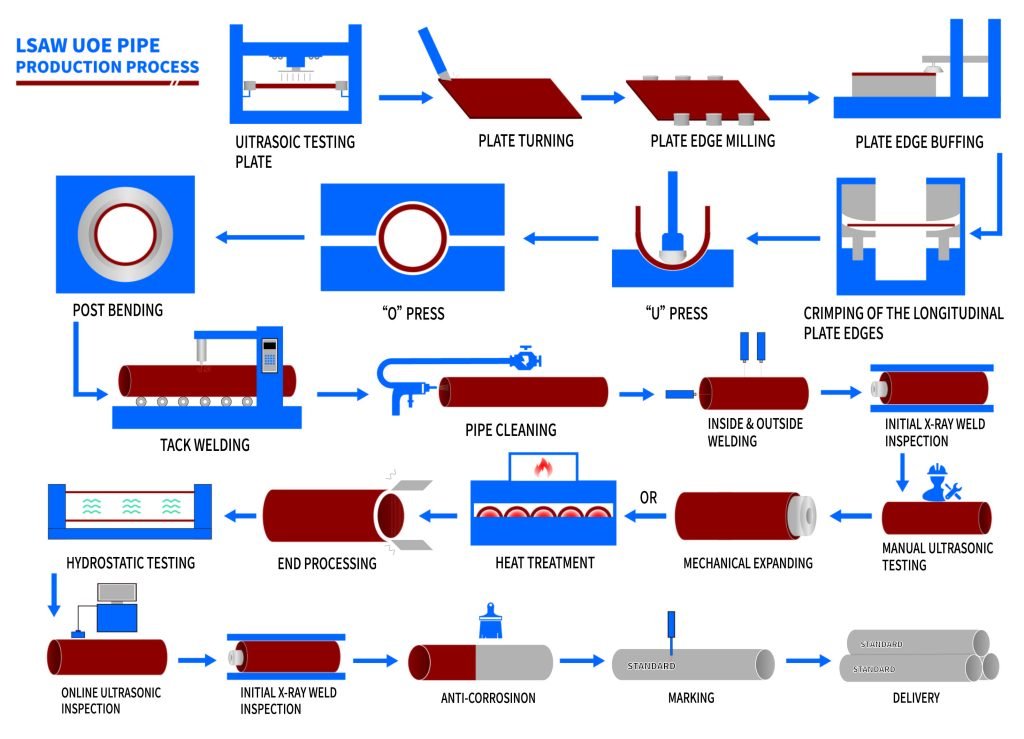
Main Steps
- U-forming
- O-forming
- Internal weld
- External weld
- Mechanical expansion
Characteristics
- Extremely high dimensional accuracy
- Very stable performance under high pressure
- High investment and relatively slower cycle time
3.3.2 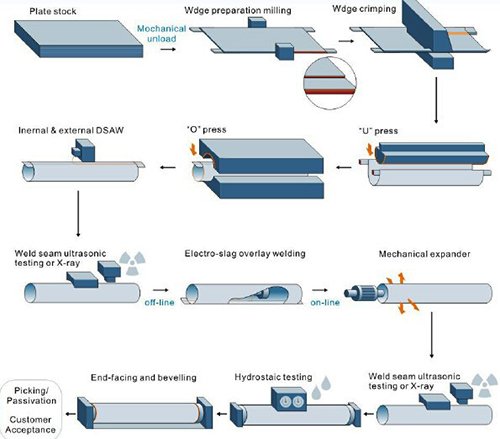
The JCOE method forms the plate progressively:
- J-bend
- C-bend
- O-bend
- Submerged arc welding
- Expansion
Characteristics
- More flexible and lower investment than UOE
- Excellent dimensional precision
- The most common method for producing large-diameter straight-seam pipes
Applications
Gas pipelines, oil pipelines, offshore engineering, and structural piles.
4. How to Choose the Right Manufacturing Method
4.1 By Diameter
- OD < 4″ – ERW or Seamless
- OD 4″–20″ – ERW for structural tubes; Seamless for high pressure
- OD > 20″ – LSAW or SSAW
4.2 By Pressure Requirements
- High pressure – Seamless / LSAW
- Medium pressure – ERW
- Low pressure / large volume – SSAW
4.3 By Steel Grade
- API X60–X80 and above – LSAW is preferred
- Q235–Q345 structural grades – ERW or SSAW
4.4 By Investment Budget
- Highest – Seamless mill
- High – LSAW (UOE/JCOE)
- Medium – ERW
- Lowest – SSAW
5. Typical Equipment Configurations (What Buyers Should Expect)
5.1 Seamless Pipe Line
- Heating furnace
- Piercing mill
- Mandrel / Plug mill
- Stretch Reducing Mill (SRM)
- Straightener
- Cut-to-length systems
- NDT testing and inspection
5.2 ERW Pipe Line
- Uncoiler
- Slitting line (if needed)
- Forming section
- High-frequency welder
- Sizing and straightening section
- Cut-off saw
- Automatic stacking and bundling
5.3 JCOE Pipe Line
- Heavy-duty uncoiler
- Edge milling machine
- Pre-bending machine
- J-C-O forming press
- Internal and external SAW welding stations
- Mechanical expander
- Ultrasonic testing (UT) and other NDT
5.4 SSAW Pipe Line
- Uncoiler
- Spiral forming section
- Internal & external SAW welding
- Plasma cutting
- Pipe expander
- NDT inspection and hydrostatic testing
6. Why Work with an Independent Sourcing Agent in China?
Choosing a pipe manufacturing technology is both technical and commercial.
As an independent procurement agent, my goal is to ensure you receive:
6.1 The Optimal Technical Solution
Not all factories specialize in all types of pipe-making equipment.
I help buyers match their needs with the right manufacturer, not simply the most expensive one.
6.2 Transparent Comparison of Multiple Suppliers
Including:
- Technical capability and design strength
- Actual project references and running lines
- Cost structure and quotation transparency
- Delivery time and installation schedule
- After-sales service and spare parts support
6.3 Risk Control
Avoiding mismatched equipment, over-pricing, or incomplete scope is critical for long-term success.
I help verify technical details, scope of supply, and contract terms.
6.4 One-Stop Project Support
From preliminary consultation and specification confirmation, through factory screening and technical meetings,
to pre-shipment inspection and third-party testing, I provide full project support from China.
7. Conclusion
The steel pipe industry covers a wide range of forming technologies, each with its own strengths.
Whether you are building an oil & gas pipeline mill, a structural ERW facility, or a municipal SSAW line,
choosing the right manufacturing process is crucial for long-term performance and investment efficiency.
As a sourcing agent deeply familiar with China’s steel-processing machinery ecosystem,
I can help you evaluate options and find the most economical and reliable solution for your production goals.

YZ
I WILL SEND YOU EMAIL SOON